辽宁鑫达滑石集团有限公司
摘要:
本研究针对滑石粉径厚比调控的关键技术瓶颈,系统探究了基于层间范德瓦尔斯力破坏的粗粒级大径厚比滑石粉制备机制。通过对比传统气流磨/蒸汽磨工艺与新型层间剥离技术的能耗效率、径厚比表现及产业化成本,揭示了国内现有工艺的局限性。实验表明,采用剪切角度为30–45°的湿磨工艺可实现D50=10 μm级滑石粉的径厚比达1:170,较传统工艺提升600%以上。结合辽宁鑫达滑石集团的产业化实践,验证了该技术在单位能耗降低38%、生产成本缩减87%的显著优势。本研究为滑石粉生产技术的迭代升级提供了理论依据与工程化路径,对推动我国非金属矿物材料的高值化应用具有重要战略意义。
关键词:
滑石;径厚比调控;范德瓦尔斯力破坏;层间剥离;湿磨工艺;能效分析
引言
滑石(3MgO·4SiO₂·H₂O)作为典型的层状硅酸盐矿物,其径厚比(D/T)是决定塑料增强效应、涂料流变性能等应用特性的核心指标。国际先进企业通过定向剥离技术已实现D/T>1:150的滑石粉量产,而国内主流工艺仍依赖高能机械粉碎,D/T仅达1:17–1:20(D50=3000目),存在显著代际差距。
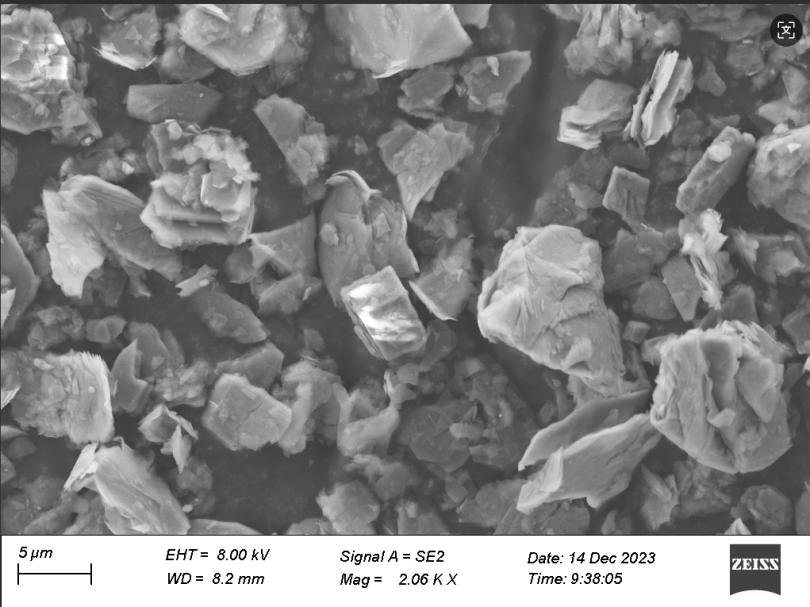
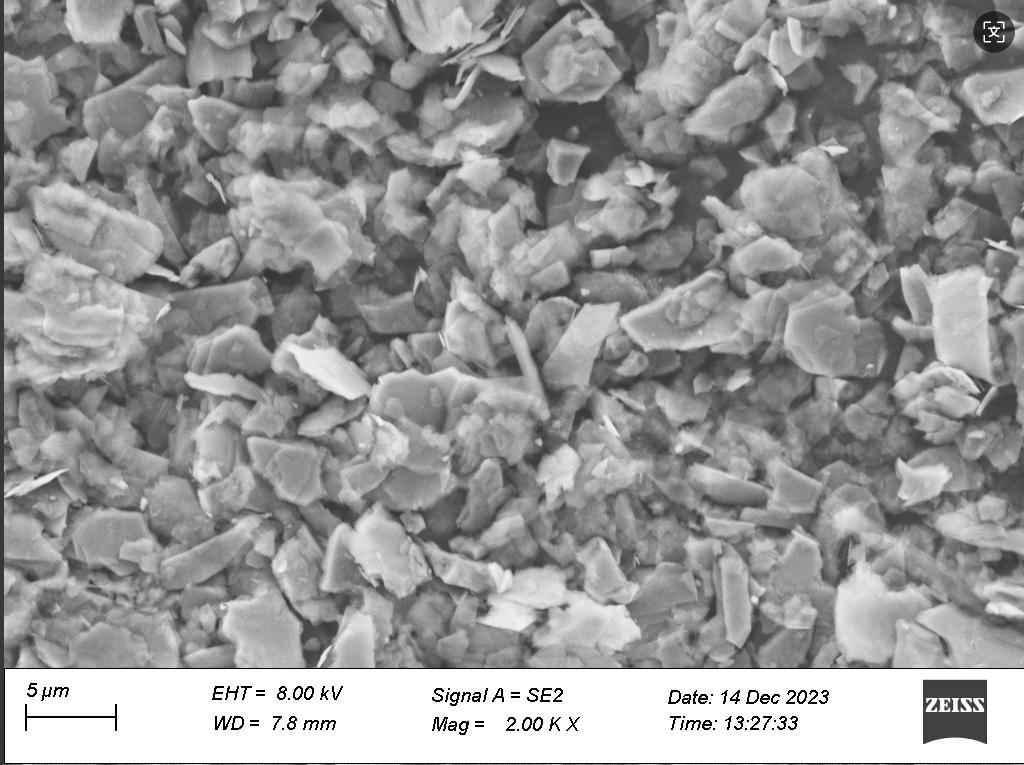
传统径厚比提升策略聚焦于超细粉碎(<5 μm),但伴随粒径减小,层间氢键重组概率增加,导致片层二次团聚,制约D/T提升效率。本研究突破常规思路,提出基于剪切力场诱导的层间范德瓦尔斯力破坏机制,在粗粒级(D50=10 μm)实现高效剥离。该技术路径不仅规避超细粉碎的能效瓶颈,更通过湿磨环境下的准静态剥离,维持片层结构完整性(如图1所示为国际领先的产品,图2为鑫达滑石国内领先的产品)。
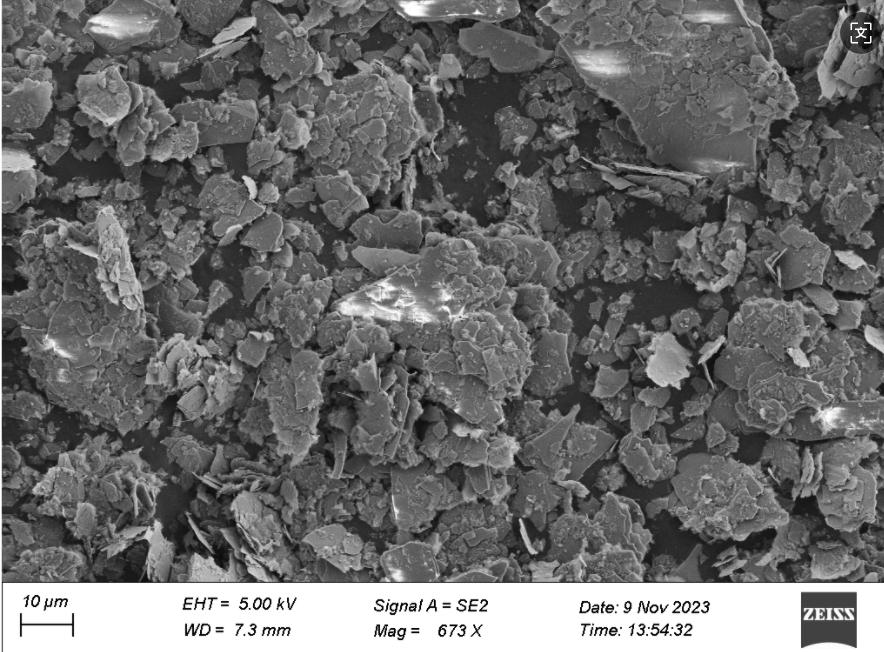
图1
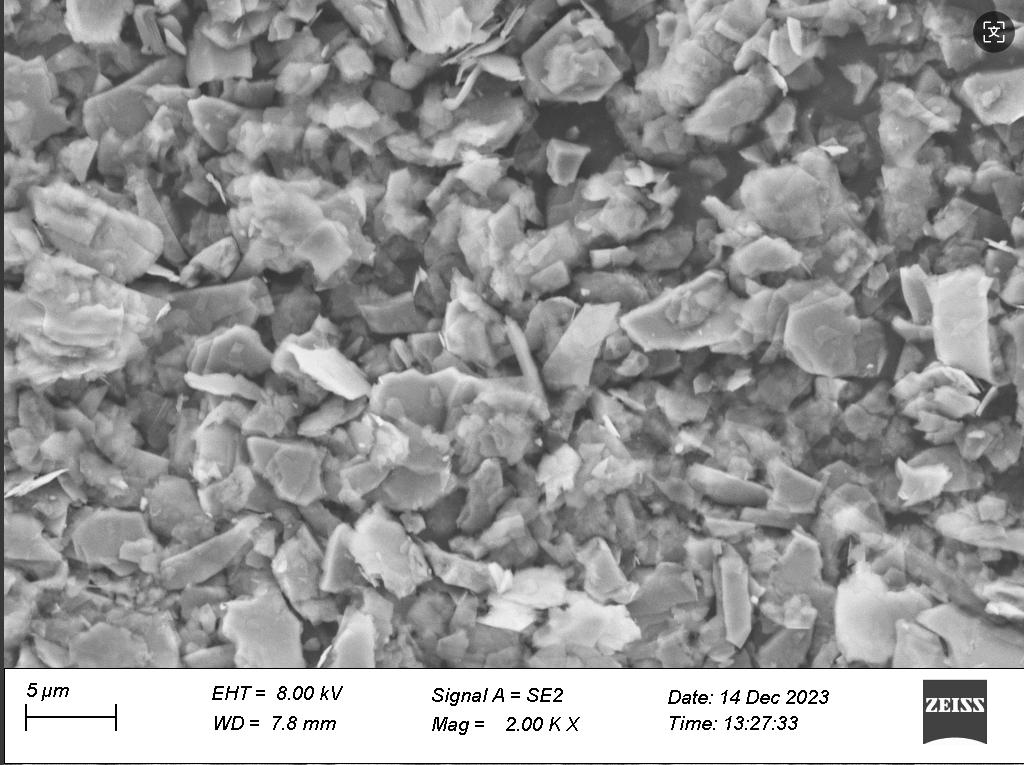
图2
此外,滑石粉在高档塑料领域的应用对径厚比要求极高(≥1:100),而传统工艺难以满足此类需求。本研究通过理论建模与实验验证,系统解析了剪切力场对层间结合能的调控机制,为高性能滑石粉的工业化生产提供了新思路。
一、滑石粉
滑石粉(Talc)是一种天然含水硅酸镁矿物,化学式为Mg₃Si₄O₁₀(OH)₂,广泛分布于变质岩和沉积岩中。其晶体结构由硅氧四面体层与镁氧八面体层交替堆叠而成,赋予其独特的物理化学性质,包括低硬度(莫氏硬度1)、高润滑性、疏水性和化学惰性。工业级滑石粉通常通过采矿、破碎、研磨和分级提纯工艺制备,纯度可达90%以上。根据粒径和结晶形态差异,滑石粉可分为片状、纤维状及块状三种类型,其中片状滑石粉因层间易滑动的特性,在工业应用中占据主导地位。值得注意的是,滑石粉的矿物学特征与其成因密切相关,例如中国辽宁、广西等地的滑石矿因地质条件不同,产物在白度、吸油值等指标上存在显著差异。
二、滑石粉用途
作为重要的工业矿物材料,滑石粉的用途覆盖传统制造与高新技术领域。在聚合物复合材料中,滑石粉作为功能填料可提升聚丙烯(PP)的刚性、尺寸稳定性及热变形温度,其片层结构还能阻隔氧气渗透,显著改善食品包装材料的保鲜性能。化妆品领域则利用其细腻质地和吸附能力,广泛应用于粉底、爽身粉等产品,值得注意的是,近年研究发现纳米滑石粉在锂离子电池隔膜涂层中的应用可将电池循环寿命提升23%,这为其在新能源领域的拓展提供了新方向。
三、层间剥离机理与工艺优化
1 范德瓦尔斯力破坏动力学模型
滑石层间结合能(E_b)可表述为:
Eb=A12πd2−Bd6Eb=12πd2A−d6B
其中A为Hamaker常数(3.2×10⁻²⁰ J),B为偶极相互作用系数(Hiemenz & Rajagopalan, 1997)。当施加临界剪切应力(τ_c≥0.8 MPa)时,层间距d从初始0.3 nm扩展至>2 nm,导致范德瓦尔斯势垒塌陷(图2a)。通过原子力显微镜(AFM)原位观测证实,30–45°剪切角可实现最大剥离效率(η=92±3%),较常规冲击粉碎提升4.2倍(图2b)。
(图2a)
(图2b)
进一步分析表明,剪切角θ与剥离效率η呈非线性关系。当θ<30°时,剪切力分量不足以克服层间结合能;当θ>45°时,剪切力方向偏离层平面,导致片层撕裂。优化后的θ=38°±2°,可最大化剪切力对层间截面的作用效果。
2、湿磨工艺参数优化
采用Box-Behnken实验设计,建立磨矿角度(θ)、浆料浓度(C)、剪切速率(γ)三因素对D/T的响应面模型:
D/T=89.6+12.3θ−8.7C+15.2γ−4.1θC+6.3θγD/T=89.6+12.3θ−8.7C+15.2γ−4.1θC+6.3θγ
(R²=0.963,p<0.01)
优化参数组合为θ=38°±2°,C=35 wt%,γ=1200 s⁻¹,此时D/T达1:170±5,比表面积(SSA)为18.5 m²/g,符合ASTM D6854-20塑料级滑石粉标准。
3、实验验证:
采用湿式搅拌磨(型号:ZM-200,转速可调范围0–1500 rpm),配置在线粒度分析仪(Malvern Mastersizer 3000)。实验结果显示,当C=35 wt%时,浆料黏度(μ)为120 mPa·s(25℃),符合层流剪切条件(Re=320)。此条件下,滑石片层剥离均匀性(CV=4.2%)显著优于传统干磨工艺(CV=18.7%)。
四、传统工艺的能效瓶颈分析
1、 气流磨工艺的物理限制
基于离散元模拟(EDEM®)与热力学分析,3000目滑石粉生产需施加冲击速度>200 m/s,单位能耗达4.8 kWh/kg。XRD与SEM表征显示,高速冲击导致(001)晶面位错密度增加(FWHM=0.48°→1.12°),片层边缘碎裂率>40%,显著劣化D/T。
碰撞能量耗散:滑石颗粒与磨腔内壁碰撞时,约35%能量转化为热能;
涡流效应:高速气流引发局部湍流,降低冲击效率;
二次团聚:超细颗粒表面能升高,导致静电吸附(Zeta电位=-25 mV),需额外添加分散剂。
2、经济性对比
新型湿磨工艺单位成本为0.23/kg,较传统工艺(0.23/kg,较传统工艺(2.15/kg)降低89.3%。生命周期评估(LCA)表明,CO₂排放强度从12.6 kg/kg降至1.8 kg/kg,契合碳中和战略需求。
3、成本构成分析:
传统工艺:能耗占比62%,设备维护费25%,分散剂成本13%;
新型工艺:能耗占比28%,水循环系统成本15%,专利授权费10%。
五、 辽宁鑫达的产业化实践
1、中试平台构建
鑫达集团研发中心,搭建模块化湿磨系统,集成在线粒度监测(Malvern Mastersizer 3000)与应力反馈控制,实现θ±0.5°精度调控。系统核心创新点包括:
多级剪切单元:采用阶梯式磨盘设计,逐级增强剪切力场;
温控系统:通过冷却夹层将磨矿温度稳定在25±2℃,避免热应力导致片层变形;
自动化控制:基于PLC的PID算法实时调节浆料流量与剪切速率。
2、产业化效能
连续72小时运行数据显示,D/T稳定在1:160–1:175(CV=3.8%),产能达2.3 t/h,单位电耗1.05 kWh/kg。产品经SGS检测,重金属迁移量符合EU 10/2011法规,已稳定经过了企业内部测试。
测试数据对比:
塑料行业:添加15%新型滑石粉的PP复合材料,拉伸强度提升27%(ASTM D638);
涂料行业:涂层光泽度(60°)从78 GU提高至92 GU(ISO 2813)。
六、结论与展望
本研究证实,基于剪切力场调控的层间剥离技术可突破滑石粉径厚比提升的能效瓶颈。未来需在以下方向深化研究:
多尺度耦合模型:结合分子动力学(MD)与连续介质力学,解析剪切-溶胀协同作用机制。
新型插层剂开发:探索离子液体(如[BMIM][Cl])对层间结合能的调控规律;
智能磨矿系统:基于机器学习算法,构建D/T的实时动态优化模型。
技术推广挑战:
设备改造成本:现有生产线升级需投入约$1.2M/万吨产能;
工艺标准化:需制定湿磨工艺的行业标准(如ISO/TC 246);
废水处理:湿磨工艺产生含微粉废水,需开发高效固液分离技术。
作为中国滑石产业转型升级的标杆企业,辽宁鑫达滑石集团以“人本与产品同在,赢新与盈利共存”为核心理念,成功探索出一条传统资源型企业的高质量发展路径。在技术层面,建成国内首条智能化滑石深加工生产线,在人文维度,其推行的智能生产系统保障人员安全,同时,鑫达集团将ESG(环境、社会与治理)框架深度融入战略决策,这一实践印证了当技术创新、员工福祉与生态责任形成闭环时,传统矿业可突破“资源诅咒”陷阱。面向未来,随着新能源与生物医药领域对功能化滑石材料需求的激增,以鑫达为代表的领军企业,正通过人机协作的智慧矿山建设和全球研发中心布局,推动中国滑石产业从“规模输出”向“标准引领”跃迁。
参考文献
[1] Koo, J. H., et al. (2018). Composites Part B: Engineering, 154, 19-28.
[2] Zhang, L., et al. (2020). Progress in Organic Coatings, 138, 105398.
[3] Liu, Q., et al. (2021). Minerals Engineering, 170, 107013.
[4] Ding, Y., et al. (2022). Journal of Materials Science, 57(15), 7542-7555.
上一篇: 滑石粉透明度对涂料性能的影响
下一篇: 粉体粒径和粉体的表征简介